




1 概述
高线厂采用连轧工艺,生产Ф5.5—Ф16的光面、螺纹盘条。由于连续轧制过程中,要求两机架间必须遵循秒流量相等原则,即V1A1=V2A2=……VnAn=C(常数)其中V为轧机的速度,A为轧件截面积。但在实际轧制过程中,由于温度、料型以及储存在轧制程序表中的初始设定参数等各种条件的变化,在机架之间不可避免地发生秒流量不等的现象,具体有两种情况:当C1>C2时,为机架间堆钢;当C1<C2时,为机架间拉钢。严重的堆拉钢会造成生产事故,使轧件的断面发生改变,影响产品质量。这样就不能完全适应各轧机之间的速度级联关系,因此在轧制过程中,须通过微张力控制、活套控制以速度修正信号的形式作用于相应的机架上来形成真实的速度配合关系,从而减少误差。在初、中轧区,由于轧件截面较大而采用微张力控制,在预精轧区,由于轧件截面较小而采用活套控制。
2 活套构成及位置
2.1活套的构成
活套是用来检测和调节相邻机架间速度关系从而实现无张力轧制的设备。活套主要由活套扫描器、起套辊及其调节器等组成,结构如(图2)所示。主要作用是根据检测的套位信号来控制上游轧机的速度,实现自动控制系统。
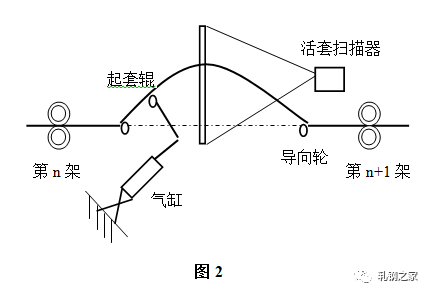
活套扫描器是活套装置中的仪表部分,负责提供跟踪轧件的信号(0,24V)和轧件在该活套装置内的高度信号(0-10V)。前者属于开关量信号,后者为模拟量信号,当活套装置前后相邻机架的运行灯点亮后,活套扫描器启动运行,仪表进入准备工作状态。当有轧件通过时,仪表便给出有钢信号和套位的高度信号。
起套辊是控制活套的起落高度,它的执行元件是一个双向作用的气缸(160/40× 320 压力0.6Mpa),汽缸由一个二位五通电磁阀(K25D2-20,DC24V)来控制。起套辊的升起和落下的时刻直接关系到线材头部和尾部的产品质量和成材率。
活套调节器通过检测到的活套高度进行控制使其保持在设定值,以实现机架速度秒流量平衡,从而使轧件在轧制过程中形成自由的弧形,保持轧制过程为无张力状态。
2.2活套的位置
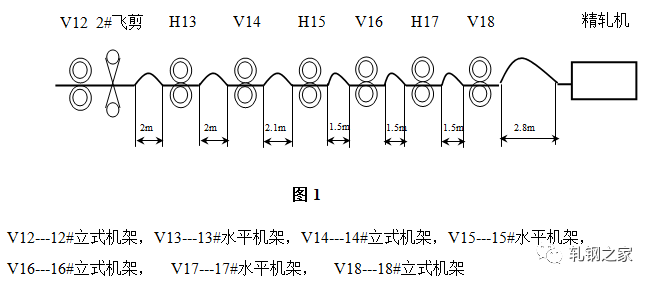
为了保证高速、稳定地生产,设计者在轧线共设置了七个活套装置:两个水平活套(在14#--15#机架间,18#--19#机架间)和五个立活套。布置情况及活套跨距如(图1)所示。至于活套扫描器与活套台的距离A,要根据活套的套量偏差H以及活套检测角度α进行初始调整及校准。注意活套扫描器安装位置不同,会影响到测得的实际值。其一般计算公式为A=H/(2×tgα/2)。在轧制某些规格时,有些活套可以不选用,那么此活套的控制不起作用,即起套辊不动作。
3 活套的控制系统
活套的控制系统由PLC系统和传动系统组成。PLC系统主要由输入模板(数字量输入模板、模拟量输入模板),输出模板和CPU模板等组成。活套位置控制是关系到整卷成品线材的产品质量和合格率的重要环节。输入信号有套高信号和轧件信号,输出继电器使活套的电磁阀动作。由于快速要求,活套的信号直接进PLC本地柜,然后将输出点送到继电器,继电器使活套的电磁阀动作。CPU控制系统的主要任务就是控制活套的升起和落下以及轧制过程中保证活套能够有合适的套量。
3.1活套的起落套
起套辊的升起是通过编程实现的。程序是采用西门子的STEP7编程软件中的梯型逻辑编程语言(LAD)编辑的。
在轧件头部进入活套后面轧机前不允许起套辊升起;在轧件头部进入活套后面轧机后起套辊必须立即升起。当轧件尾部离开活套前面轧件时,起套辊必须立即下降。为了准确地起落套,我们首先,在活套的起落套的逻辑控制程序中设置了RS触发器。只要下游机架“有钢”活套就不能再次起落套。编程如下(梯型逻辑图):其次,在起套和落套的处理上对延时时间采用了长度系数补偿的算法,即在计算定时器的延时时间过程中将线材要走的长度(如两机架间的距离)乘以一个百分比。这样就可以:一、消除由于CPU软件系统本身运行周期过长造成的定时计算误差;二、灵活地适应电气开关和机械上气阀等的动作滞后的不一致性,以使起套辊能较准确地升起和落下。
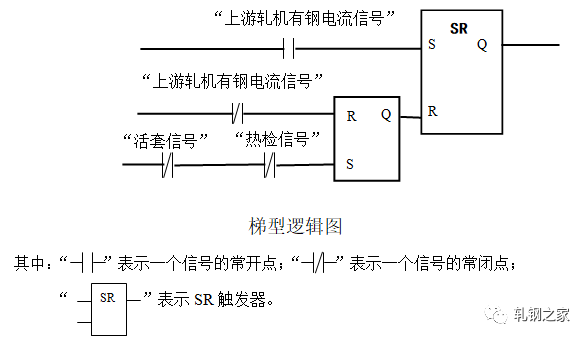
当SR触发器的“Q”为1时,活套起套;“Q”为0时,活套落套。当然为满足生产的需要“S”、“R”触发的条件可以变化。
3.2活套高度的传动控制
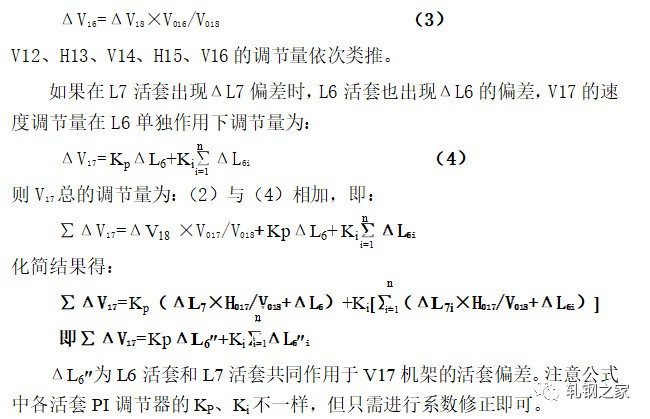
当活套一旦形成以后,活套的实际高度立即由活套扫描器测得的值经过PI调节器,输出一个控制信号,通过控制上游轧机,使活套大小得到调节,使活套保持在设定的高度范围。速度调节量是按逆流调速的方法,按同样比例对轧机的工作速度进行级联调节。假如活套L7出现高度差为ΔL7,则V18机架的速度调节是:

当L6活套变化ΔL6时,比例项输出到本机架的速度控制,积分项参与分配到上游机架的级联控制。
为保证调节后的秒流量平衡,H17、V16、H15都需进行相应的速度调节,调节量如下:

式中:V18为延时率,V017和V018 为17机架和18机架的速度设定值。
同理对于V16机架,L7活套出现偏差后,要求V16架的调节器为:
4.结束语
活套控制系统自投入使用以来工作稳定,线材的产品质量较好,有效地控制堆、拉钢现象,成材率、作业率达到新的水平。
来源:轧钢之家