




3 沙钢1#2500m3高炉炉缸
3.1 基本情况
1.Vu=2500m3;购自德国蒂森克虏伯的二手设备,2004年3月16日投产。
2.炉缸直径10.9m;炉喉直径8.3m;炉缸高度4.42m;死铁层高度2.203m;炉缸容积412.4m3。
2个出铁口(东、西):28个风口。
4.全炉13层冷却壁。1层(40)和2、3层(38)低铬铸铁、光面;风口带球墨铸铁、光面;5~8层铜壁;9~12层球墨镶砖;13层球墨倒扣、光面。炉底水冷。
5.炉衬。
(1)炉底立砌2层国产炭砖,每层600mm;下层半石墨,上层石墨;第三层平砌一层日本产微孔炭砖,400mm;再上为法国陶瓷垫,两层各400mm;
(2)炉缸环砌11层炭砖。1~4层超微孔炭砖(日本);5~9为日本产微孔炭砖;11~12层为国产炭砖;
(3)铁口区为日本超微孔组合炭砖;
(4)炭砖与冷却壁间为碳素捣料,60mm;
(5)风口区采用刚玉莫来石大块组合砖;
(6)炉缸内衬陶瓷杯。
6.冷却系统采用软水密闭循环。
7.烧穿处炭砖原厚度为1104mm,捣料厚度60mm。
8.炉缸热电偶大部分已损坏。
3.2 事故说明
2010年8月20日晚20:08,沙钢1#2500m3高炉炉缸烧穿。烧穿位置在19#风口正下方(西铁口正上方是15#风口),与西铁口夹角51.43�;水平位置距铁口中心线1.6m;1和2层冷却壁之间。最终烧坏的冷却壁有1层25#、26#,2层23#、24#、25#。破损孔洞呈椭圆形,横向约700mm,纵向约500mm。烧穿后当即休风。从炉内流出渣铁约350t,并喷出焦炭。喷出物在炉台引起大火,烧坏电缆等设备,幸无人员受伤。烧穿前,东铁口于20:06打开,流铁约100t。烧穿时,正常料线,休风后料线约8m,向烧穿方向倾斜。
3.3 炉缸解剖情况
休风后拆下一段25#、26#,二段23#、24#、25#、26#,6块冷却壁及相应的炉壳。扒出烧穿口内侧炉料,以求清出残存炭砖平面,便于砌筑新砖。清理发现残破口内存在多量未熔化、但已熔结在一起的烧结矿和球团矿,说明有软熔带以上的炉料下落到死铁层。残铁口向右(顺时针)约1.5m,向左逆时针,即向西铁口方向约3米;向上下各300mm的大面积内已完全或基本没有炭砖。最后向下拆到环砌炭砖第三层上平面和六层炭砖下平面,上下各有400~560mm炭砖。第四和五层向右拆到二段第26#冷却壁内面约0.5m处,发现炭砖约300mm,向左侧直到二段22#冷却壁内面800mm处才发现有炭砖,而且厚度只有50~100mm,连同60mm厚的炭素捣料,最薄处只有150mm。而且向高炉半径方向存在高钛物质,继续清理十分困难。
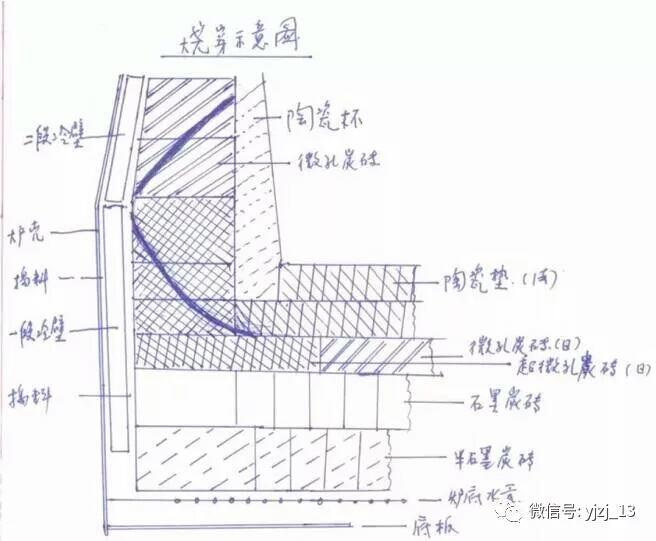
纵剖示意图
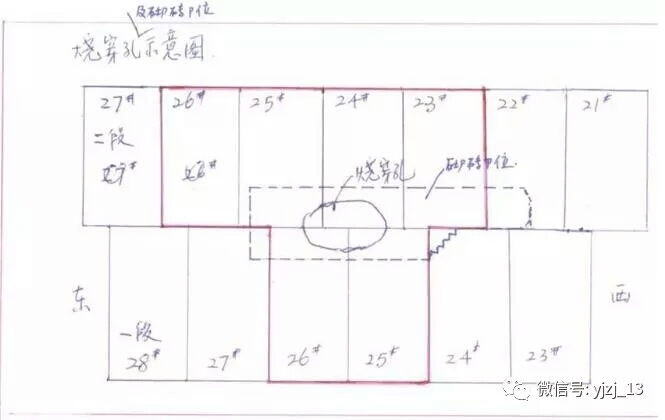
铁口位置示意图
3.4 烧穿原因
远因分析
1#高炉设计寿命15年,实际使用6年5个月。寿命较短的原因:
(1)1#高炉是沙钢第1座大型高炉,投产初期缺乏经验,炉况不顺,事故频繁,经常用锰矿洗炉。加上炼钢事故多发,高炉频繁休风,04、05年休风率高达5~9%;
(2)04、05、08年由于操作制度不佳,焦炭质量低下等原因,风口大量破损。05年3月最严重时,一个班坏风口14个;08年因焦炭质量下降,3座高炉共坏风口400多个。大量水流入炉缸,对炭砖的破坏作用严重;
(3)长期Zn负荷高。08年前(含08年),片面理解循环经济, Zn负荷2~2.5kg/t,改善后仍达到1.3kg/t左右,炉衬上涨,中缸严重上翘,对炭砖寿命极不利;碱负荷偏高;
(4)铁口少。国内外很少2500m3等级高炉只有2个铁口。每个铁口流铁量较3个铁口增加50%(生产期间共出铁26404次,每个铁口13202次),增加了铁口周围炉衬的侵蚀速度;
(5)较多时间焦炭质量不佳,炉缸中心焦柱透液性低,加剧铁水环流对炉衬炭砖的侵蚀;
(6)铁口长期深度不足,据研究,对铁口两旁30~60�内的炭砖十分不利;
(7)水量不足,设计水量3200t/。扣除炉底冷却后,炉体冷却用水量只有2800t左右。较国内同类高炉低;
(8)设计产量630万t/年,09年产680万t,特别是2010年在护炉情况下,强度未减。
近因分析
(1)09年10月HATCH公司无损检测结论,炉缸最薄处炭砖厚 度仍>600mm,有一定误导作用,对护炉力度、压浆决策起负面影响;
(2)在炭砖过薄的情况下,热面压浆压力过高,疑将残砖推向炉内。这从压浆后7#风口全黑(估计所压浆料沿残砖内侧上到风口),在风口发黑后9小时烧穿以及烧穿口内大面积已无残存炭砖可以证明(如为熔损,破损口应呈喇叭形,不应大面积无砖)。
4 阳春1250m3高炉渗铁事故
4.1 基本情况
炉容1250m3,炉缸为碳砖+陶瓷杯砌体,联合软水闭环冷却。2009年12月25日点火开炉,最大利用系数2.43t/m3*d,2010年1月11日炉缸环碳温度升高迅速,5月11日开始灌浆,温度稍微有下降,6月7日,温度持续升高。
4.2 事故经过
8月4日计划休风压浆,压浆量2.5t。
8月4日20:05,1#铁口左下侧5#冷却壁右侧灌浆孔压浆时放炮,冲开20个堵泥风口,喷出红焦,火苗持续10s左右。
8月5日3:18复风,未灌浆孔关闭阀门。
8月7日7:40,5#冷却壁28#水管水温差突升到2.5℃,炉皮发红,温度达到500℃,9:58出完铁休风、凉炉。
5#冷却壁关闭压浆孔被铁凝死,割下发红炉皮,开孔冷却壁流铁70t,1#铁口左侧9-57#、9-58#碳砖缝隙达到70 mm,9层55#、56#、57#及58#四块碳砖后900mm碳砖碎裂,9-55#砖后部向左侧移动了100mm。
8月16日1:01复风生产。
4.3 原因分析
1.碳砖缝隙达70mm,环碳90mm环裂,后部900mm碎裂,碳砖在施工过程堆在火车站就严重变形,钻铁都说明碳砖质量过低(收缩与未焙烧)。
2.开炉半月碳砖冷面600mm温度过高,说明有热阻层过大,碳末捣料质量与施工质量未过关。
3.灌浆方法、材质不当,造成放炮,对渗铁与烧穿起到推波助澜作用。
5 美钢联GARY炼铁厂14#高炉炉缸烧出
5.1 基本情况
美钢联是综合性的钢铁生产企业,职工4.9万人,生产经营主要在美国,加拿大和中欧,年生产钢3170万吨,总部设在匹兹堡。公司主要生产高附加值钢板和钢管制品,用于汽车,家电,集装箱,工业机械,建筑,石油和天然气工业。受金融危机影响现生产能力只开动38%,并且大幅裁员。
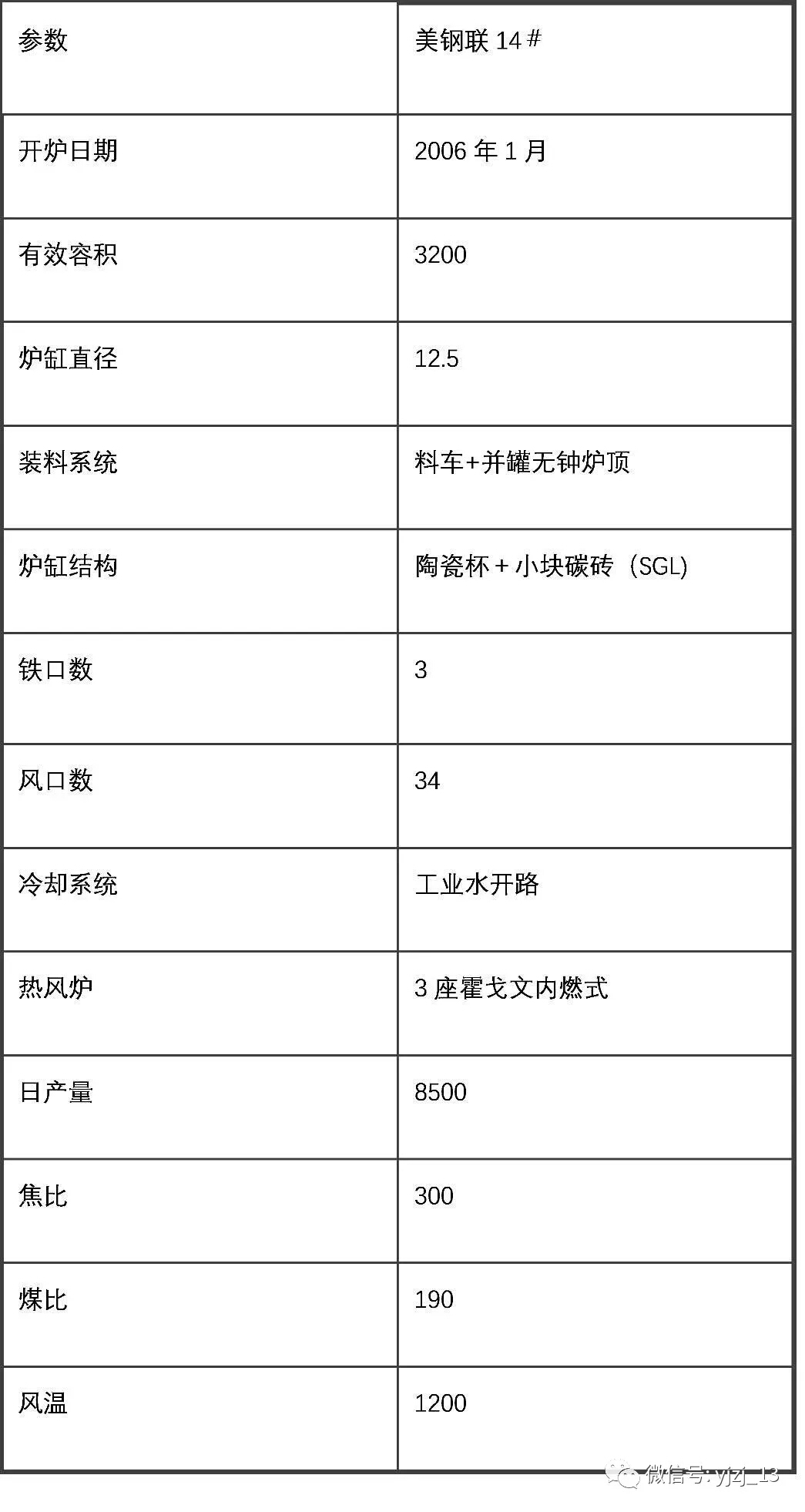
GARY炼铁厂有三座3000--4000立高炉,烧穿的为14#高炉,有效容积3668m3,06年一月投产,09年4月19日烧穿。淌渣铁0.8T,无人员伤害。
高炉设计参数
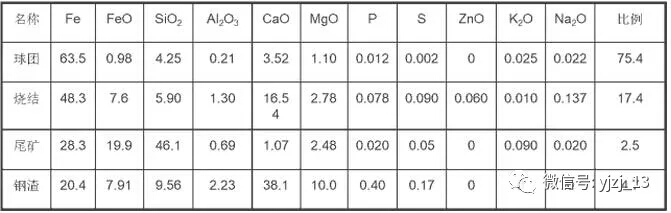
原料条件
燃料情况
高炉结构
炉底碳砖第1-2层满铺石墨碳砖,厚度152㎜;第3-4层普通碳砖,厚度500㎜;第5层微孔碳砖,厚度500㎜,第5层上面砌筑1层457㎜高铝质陶瓷垫。炉缸环形碳砖30层小块碳砖,外侧为石墨碳砖,内侧为超微孔碳砖;之上为8层大块碳砖,外侧为石墨碳砖,内侧为微孔碳砖,侧壁厚度1414㎜,碳砖技术指标都非常好,炉缸最内侧为陶瓷杯,厚度400㎜;铁口和风口区域为石墨砖。炉缸检测电偶8层,同一检测位置有3支电偶,插入深度分别为102、305(406)、508(584),每层圆周方向检测点15个、45支电偶,并在铁口区域进行密集分布。
5.2 烧穿情况
烧穿位置在3-4段冷却壁之间,32-33号风口下方,距离1号铁口左侧1800㎜左右。偏下方800 ㎜。炉缸无冷却壁,冷却方式为炉皮外加冷却水套,总水量450立。
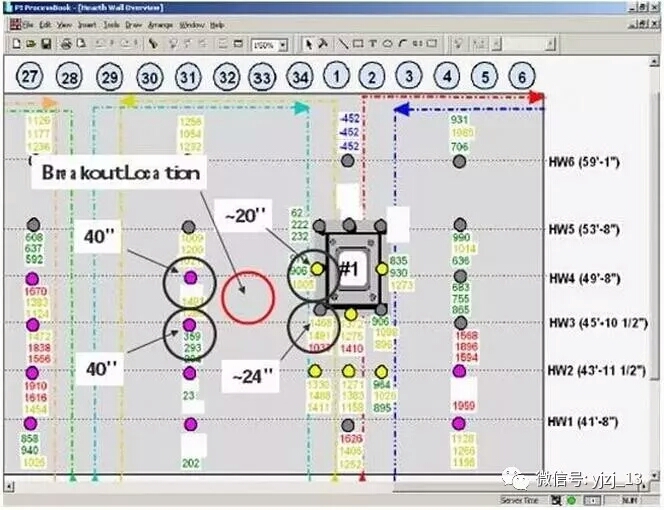
烧出位置

烧出位置及冷却壁
5.3 烧出原因
1、炉缸设计水量小,冷却能力不足,是烧穿的主要原因。14#高炉炉缸冷却形式,没有冷却壁而是在炉皮外安装冷却水套,冷却水量450M3,实际热流强度达14Kw,远高于我们小于10Kw的标准,并且冷却水套的换热面积小于冷却壁换热面积20%。这样导致铁水1150℃的凝固线一直在炭砖中,使炭砖受到侵蚀。并且没有局部的水温差监测。
2、在施工过程中炉缸炭砖砌筑不合理。
炉缸炭砖上、下层砌筑和门砖在圆周同一方向,导致上下层砖缝联通,形成贯穿缝,很容易铁水侵入。

重新砌筑
3、陶瓷杯与炭砖之间的膨胀缝28mm,用刚玉浇筑料,鞍钢高炉陶瓷杯与炭砖之间的膨胀缝80mm,用碳素捣打料,由于膨胀缝太小陶瓷杯膨胀损坏炭砖。
4、检测电偶少,离烧穿部位最近的电偶距离3.2M。
5、三个铁口布置在146度夹角内,铁口深度 2.4M,长期浅铁口操作,导致铁口区域环流侵蚀严重。
6、发现炉缸温度升高后,钒钛矿使用量小,铁水含钛0.063%,我们控制的最小量是0.080%,上限是0.200%,没有起到护炉的效果。
5.4 整改措施
1、提高冷却水量至1250 m3/min,控制热流强度小于6000w/㎡。
2、提高钒钛矿使用量使铁水含钛0.080%以上,并根据炉缸温度变化进行调整
3、在炉皮上增加电偶监测和单段水温差检测。并建议聘请加拿大HATCH公司或国内相关专业公司进行在线炉缸测厚和计算。
4、炉皮灌浆,采用小于400℃不固化的炭质灌浆料,实现同孔多次使用。事故前的灌浆料在200℃便固化,不能同孔多次使用,很难找灌浆的位置。
5、通过提高炮泥质量,增加风口长度,来增加铁口深度至3.0M左右。由于其液压炮泥缸容积只有190升,我们的泥缸容积210升,必须通过改善炮泥质量和调节送风制度来祢补。
6 总结
高炉炉缸安全按照目前的情况发展下去有集中爆发的危机,因此,从操作层面和监测层面,广大炼铁同行应引起重视。建议在入炉碱金属控制、炉缸热流强度监控、出铁操作等方面进行强化,以降低炉缸发生危险的风险。
来源:冶金之家