




高炉炼铁技术不断进步,优质、高产、低耗、长寿逐步成为高炉生产的发展方向,高炉大型化、高效化迅速提高。高炉长寿技术是提高炼铁企业效益的关键。从高炉结构上看,炉缸炉底及炉腹到炉身下部是高炉长寿的两个重点区域,选择合适的耐火材料及冷却设备对延长高炉寿命至关重要。
随着高炉的利用系数和冶炼强度提高,高炉炉腹、炉腰和炉身下部的热负荷上升,炉缸侧壁温度升高等现象频繁发生。同时,国内高炉原燃料质量稳定性较差,常引起炉况波动,进而造成软熔带位置频繁上下移动,加速炉腹到炉身下部区域耐材的侵蚀和冷却壁的损坏。随着宝钢湛江等企业大型高炉采用全铸铁冷却壁,炼铁企业对于采用何种冷却壁出现了较多分歧,因此,有必要对不同冷却壁在使用过程中的问题进行探讨。
高炉冷却壁的损坏形式及原因
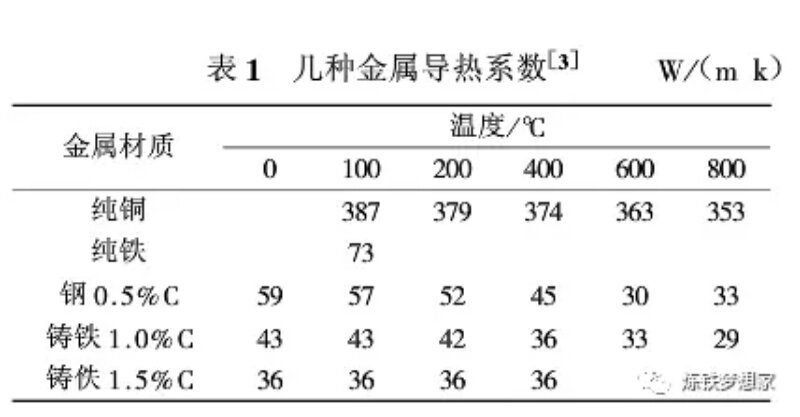
2000年以来铜冷却壁以其良好的导热能力和形成渣皮能力在我国高炉上得到广泛的使用,目前全国约200座以上的高炉采用铜冷却壁,尤其是在炉腹、炉腰和炉身下部等热负荷较高的区域。高炉冷却壁主要包括铸铁和纯铜,另外还出现过铸钢冷却壁。铸铁冷却壁抗热震性能差、导热系数低。另外,其冷却水管是铸入铸铁本体内的,由于材质和膨胀系数的不同,形成气隙层,而影响了传热。这些缺陷限制了铸铁冷却壁的进一步发展。因此,从上世纪70年代欧洲开发和使用了铜冷却壁,得到较好的效果。表1为几种不同金属导热系数,可以看出纯铜的导热系数远优于其他材料。
1铜冷却壁
高炉铜冷却壁热面大面积损坏具有以下特征:(1)严重损坏部位集中在炉腰部位,具有明显的区域性;(2)损坏期间,高炉出现冷却强度不足、冷却壁本体温度升高的现象。
(1)化学侵蚀
氧元素在铜中的固溶量很小,但易与铜反应生成Cu2O,生成的Cu2O分布在晶界或枝晶网络中。一方面铜冷却壁的纯度有限,一般含有少量的氧,另一方面,高温条件下,炉渣、煤气中的氧元素可向铜基体扩散,造成冷却壁热面壁体氧含量升高。李峰光等采用纳克ON-3000氧氮分析仪测定冷却壁热面损坏严重的“沟槽处”和完整部位的氧含量,结果分别为19ppm和15ppm,该氧含量可造成铜冷却壁产生晶界裂纹。
冷却壁热面处于还原气氛,高炉煤气中的CO和H2可以与冷却壁中的Cu2O发生还原反应,如方程(1)和方程(2)所示。

反应产生高压的CO2和H2O气体,高压气体作用下铜冷却壁基体产生微小裂纹,反应(2)的灵敏度明显较高,因此这种现象往往称为“氢病”。“氢病”被认为是铜冷却壁破损的主要原因之一。“氢病”的发生主要受三个因素影响:氧含量、温度和渣皮脱落。氧含量越高,温度越高,越容易发生“氢病”,而渣皮脱落则是“氢病”产生的直接原因。
由于铜冷却壁导热能力强,导热系数达到380W/(m•K),正常炉况条件下,高炉渣粘附在冷却壁热面后,热量迅速被冷却水带走,在冷却壁热面形成一定厚度的渣皮。渣皮阻碍高炉煤气中H2和CO向冷却壁壁体的扩散,从而避免了“氢病”现象的发生。当发生边缘煤气流过剩等异常炉况时,渣皮不能稳定存在于冷却壁表面,造成冷却壁热面暴露于煤气中,冷却壁表面不仅要承受高温高速煤气的冲刷侵蚀和渣铁的化学侵蚀,“氢病”发生的情况也大幅提高,造成冷却壁寿命降低。
(2)磨损
与化学侵蚀相似,在炉况异常、渣皮频繁脱落的情况下,冷却壁受到大块高温物料的机械冲击和高温煤气流的冲刷。铜冷却壁表明出现不同程度的破损,甚至出现冷却水管道暴露的现象。王宝海[9]采用金相显微镜观察破损严重的铜冷却壁不同位置的试样,发现金相组织均为ɑ固溶体,且冷却壁热面未出现晶粒长大现象,表明铜冷却壁破损的主要原因是机械磨损,而不是熔损。
铜冷却壁磨损一方面是由于铜的硬度较低,相对铸铁更容易被块状炉料磨损,另一方面,操作上长期保持中心气流过强,边缘过重,软熔带根部过低,块状带大块物料,很容易磨损铜冷却壁。
(3)挠曲变形
铜冷却壁一般用于炉身下部、炉腰和炉腹等热负荷高的区域,渣皮频繁脱落时,冷却壁热面暴露在高温煤气中,受到煤气、渣铁等的热辐射作用。同时,由于冷却水的冷却作用,造成冷却壁冷热面间出现一定的温度梯度,从而产生热应力作用。热应力作用是铜冷却壁出现挠曲变形的主要原因,且热负荷越大,挠曲变形越严重。一定热负荷下,冷却壁高度越高,挠度越大。
2 铸铁冷却壁
铸铁冷却壁常用于炉身上部、炉喉及炉缸部位的冷却,除延伸率高、抗拉强度高等优点外,铸铁冷却壁还具有以下不利因素:(1)抗热震性能差,导热系数低,在高热负荷区域工作时,冷却壁冷热面温差较大,造成壁体内部热应力较大,容易造成壁体挠曲变形,甚至出现裂纹。(2)由于制造工艺限制,铸铁冷却壁壁体与冷却水管之间存在气隙,大幅增加热阻,造成冷却壁传热性能较差,冷却能力不足。
炉腹、炉腰及炉身下部等高热负荷区域采用铸铁冷却壁时,由于铸铁冷却壁壁体导热系数较低,且壁体与冷却水管间存在气隙和陶瓷涂层,因此铸铁冷却壁的冷却能力远低于铜冷却壁,不利于快速形成稳定的渣皮。精料水平较低的情况下,一方面,冷却壁容易受到块状带下降的大块物料的撞击、磨损,另一方面,冷却壁热面在渣铁侵蚀、煤气冲刷及高温热辐射等的综合作用下,热面温度迅速升高,并容易超过壁体本身能承受的温度上限,从而造成壁体熔损。宝钢3号高炉采用全铸铁冷却壁,一代炉役寿命长达19年,表明在宝钢原燃料条件下,采用全铸铁冷却壁,配以适当的冷却系统和耐火材料可以实现高炉长寿。但是在目前我国绝大多数高炉精料水平普遍偏低的环境下,采用全铸铁冷却壁能否维持高炉长寿,尤其是炉腹、炉腰和炉身下部的长寿,尚有待进一步的实践检验。
3 铜钢复合冷却壁
铜钢复合冷却壁以纯铜作为冷却壁热面传热层材料,发挥铜冷却壁的传热优势,同时以高强度钢板为冷面被覆层材料,提高冷却壁的机械强度。采用爆炸焊接工艺将铜板和钢板焊接成铜钢复合冷却壁,兼顾了抗变形能力和传热性能。由于爆炸焊接瞬时能量较大,使钢与铜之间实现高强度的冶金结合,界面无气隙和中间产物层。同时冷却壁被覆层采用钢质材料,使冷却水进出水管与冷却壁壁体焊接时,避免了异种材料焊接时预热难度大、易出现焊接缺陷的问题,提高了焊接质量。采用钢板代替代部分纯铜,制造成本大幅度降低。
更重要的是,铜冷却壁相对铸铁冷却壁更容易发生挠曲变形,变形后冷却壁与耐火材料间的气隙是影响传热的重要因素。采用高强度钢抵抗冷却壁的热震变形,对铜冷却壁维持良好的工作状态十分重要。因此,可以预见,铜钢复合冷却壁可能成为新一代冷却壁而得到广泛推广。
渣皮对冷却壁寿命的影响
对于炉腹、炉腰及炉身下部等高热负荷区域,无论是铸铁冷却壁还是铜冷却壁,渣皮的保护作用对冷却系统的长寿至关重要。冷却壁热面存在稳定渣皮时,块状带物料、熔融渣铁及高温煤气等不能直接接触冷却壁壁体,从而减少磨损、渣铁侵蚀、“氢病”及有害元素等问题的发生,大幅提高冷却壁寿命。渣皮的形成过程受多方面因素影响,如图1所示。

图1 渣皮形成的影响因素
从图1可以看出,渣皮的稳定生成主要受三方面因素影响:(1)冷却壁自身冷却能力。冷却壁冷却能力越强,熔融渣铁越容易在冷却壁热面凝结成渣皮并稳定存在;(2)渣铁流动性。渣铁的流动性主要与化学成分及环境温度有关。边缘气流过度发展,渣铁的流动性越强,在高温煤气冲刷作用及物料冲击作用下,越不容易在冷却壁表面形成渣皮。反之,边缘过重,软熔带下移,渣铁在高热负荷区以固体形式存在,则不存在粘附冷却壁形成渣皮的条件;(3)高炉操作。高炉操作对渣皮的影响是多方面且至关重要的,首先稳定的原燃料条件是渣皮稳定的基础。烧结矿碱度和粒度、焦炭灰分和粒度等的波动易造成炉况波动,煤气流失常,造成渣皮频繁脱落。此外,布料制度采用过度压重边缘,或中心和边缘开放,中间过重等布料模式时,往往造成炉墙结厚或边缘气流过剩,渣皮不能稳定存在。
结语
渣皮频繁脱落是造成炉身下部到炉腹段冷却壁损坏的主要原因。高炉强化冶炼要保证炉况顺行,应适当发展边缘气流,使高负荷区域能够形成熔融的、具有一定粘度的渣铁,接触铜冷却壁后形成稳定的渣皮。
过度发展边缘气流和边缘过重均不利于渣皮稳定,边缘过度发展,渣皮熔化,液态渣铁粘度降低,已经形成的渣皮容易脱落。边缘过重,容易造成炉墙结厚,渣皮同样容易频繁脱落。
(1)冷却壁制造方面:优化铜冷却壁材质,在保证高导热率的前提下,严格控制氢、氧元素含量;改进冷却结构,尽量减少冷却壁冷却死区的比例。
(2)原燃料质量方面:稳定烧结矿和焦炭质量,避免出现烧结矿碱度、焦炭灰分等的大波动,顶装焦换捣固焦,干熄焦换湿熄焦时应逐步过渡,避免大比例调整。
(3)高炉操作方面:采用合理的操作炉型,选择合适的炉腰直径、炉腹角和炉身角;探索合理的布料制度,适当发展边缘气流,避免边缘过重和过分发展,形成稳定的渣皮保护冷却壁。
(4)中修或大修过程中,根据自身原燃料条件及操作水平,选择合适的冷却壁材质。炉腹、炉腰和炉身下部宜采用铜冷却壁,提高冷却能力,为防止挠曲变形,可采用铜钢复合冷却壁,炉缸、炉喉及炉身上部等热负荷较低的区域宜采用铸铁冷却壁,降低投资成本。
来源:炼铁梦想家