




经过一个多世纪的发展,连铸技术取得了长足的进步,但井不完美,作为连铸过程产品的连铸坯还存在着各种各样的缺陷。在众多的表面缺陷中,振痕的形成被认为是决定铸坯表面质量的一个非常关键的环节。
从60年代到上个世纪90年代以来,针对不同的工艺条件和操作方式,人们从不同的角度提出了各种各样的振痕形成的机理。
1、振痕的典型形态
振痕是由于结晶器的周期性振动而拄铸锭表面产生的间距均匀有一定深度的横向皱折,其典型的形貌如下图所示。
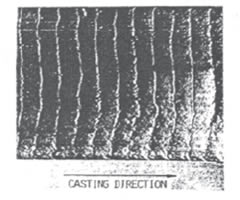
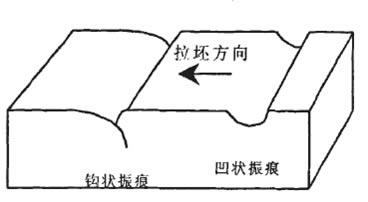
通过对不同连铸条件下铸坯表面撮痘进行金相分析,最常见的振痕形态基本上可分为两种:凹陷状振痕和钩状振痕,其典型的形貌如下图所示。
2、 敞开浇注铸坯振痕形成机理
2.1 撕裂一愈合机理
在敞开浇注并且结晶器采用Junhans振动模式时,Savage在1961年观察到结晶器向上振动时,存在凝固坯壳跟随结晶器壁向上运动并露出弯月面的现象,据此他认为存在坯壳和结晶器壁问的“粘结”。此时,初生坯壳运动方向与拉坯方向相反,导致初始凝固坯壳被撕裂,内部钢液则部分填充于裂缝处。当结晶器向下运动时,裂缝处的钢液凝固愈合,从而在铸坯表面形成振痕。
该概念模型的提出处于连铸技术的发展早期,缺乏严格认真的分析,不能解释铸坯表面非常规则并且具有良好周期性的振痕形成。由于其具有明显的局限性,已基本被学术界抛弃。
2.2 机械变形机理
该机理是Samarasekera和Brimacombe在1982年提出的。他认为在方坯连铸过程中,采用油润滑及自由浇铸条件下,弯月面附近区域的热流较大,导致此处结晶器受热膨胀变形,在弯月面以上区域产生一倒锥度。随着结晶器的振动,在负滑移期间,结晶器内壁将初始凝固坯壳向里向下推动,促使初始坯壳变形。在正滑移期间,若初始凝固坯壳强度较高,钢液静压力还不足以推动初始凝固坯壳向结晶器壁方向移动,钢液就溢过向里向下变形的初始坯壳,形成带钩状的振痕;当凝固坯壳强度低时,在钢液静压力的作用下,坯壳被推向结晶器壁,形成凹陷状的振痕。
通过数学模型计算(连铸传热和应力)以及实验(测量结晶器振动过程拉坯阻力),结晶器在弯月面处产生的倒锥度的变形已经得到证实,因此这一模型有一定的道理。但是,在一些采用极难变形结晶器(比如强度较大的结晶器铜板,铜板背面采用加强筋等)的连铸时,仍然会产生较深的振痕,这是这一机理不能解释的。
2.3 二次弯月面机理
Edward s.Szekeres在撕裂一愈合的基础上提出这一机理,他认为振痕的形成并不在钢水表面与结晶器壁接触的弯月面处,而是在弯月面之下的“二次弯月面”处。
在结晶器向上振动时期,上部凝壳粘接在结晶器壁并与之一起向上运动,而此时下部凝壳则以拉坯速度向下运动,这样在两者之间的钢液就直接暴露在结晶器壁上,形成一个“二次弯月面”。同时,上部凝壳由于受结晶器的冷却作用向下生长。Szekeres认为初生的坯壳并不存在Savage所说的“撕裂”过程,因为这两部分凝壳本身并没有连接在一起。
运动速度达到最大时,上部凝壳与下部凝壳焊合,同时由于负滑脱的脱模作用使焊合的凝壳脱离结晶器壁,形成新的“下部凝壳”以拉坯速度向下运动。上下两部分凝固壳在焊合的过程中就形成了一道振痕。
负滑脱的结束,新的“下部凝壳”已经完全形成,同时上部钢水液面又与结晶器壁直接接触,形成新 的“弯月面凝壳”,粘附在结晶器壁上。以上过程循环往复,于是在一个振动周期就形成一道振痕。
根据这一解释,是形成“钩状”还是“凹状”振痕取决于上下两部分凝固壳的形状和它们的焊合情况。显然,上下两部分凝壳越厚,下部凝壳向内弯曲得越厉害,越容易形成钩状振痕。相反,上下两部分凝壳越薄,则下部凝壳向内弯曲得程度就越轻越容易形成“凹状”振痕。
这一机理相对于撕裂一愈合机理和机械变形机理有如下的一些优点:可以解释生产中出现的结晶器向上振动过程中初生坯壳突出液面的情况;在没有负滑脱时仍然形成振痕的情况;可以同时解释“钩状”和“凹状”振痕的形成。相比较而言。在自由浇注并采用油润滑的情况下,二次弯月面处形成振痕的说法因其能解释最多的实验和生产现象,最具有可信性。但由于该机理提出的时间相对较晚,缺乏足够的定量化支持,这也是有待完善的地方。
——本文摘自万方数据库