




切割丝基础知识(五)
发布时间:2011年11月23日 点击数:
电镀线是以中丝产品为原料进行镀锌镀铜生产,线材直径为0.6mm-1.2mm,该工序内钢丝直径不变化,只是在钢丝表面形成一层黄铜镀层,为最终的湿拉创造条件。
主要工序:
放线→炉前水洗→奥氏体化→索式体化→冷却→电解酸洗→清洗→镀铜→清洗→镀锌→清洗→热水洗→烘干
1、放线:具有积线功能的放线机,共40组,一字排开,同步工作。
2、炉前水洗+奥氏体化+索式体化和中丝热处理一样。
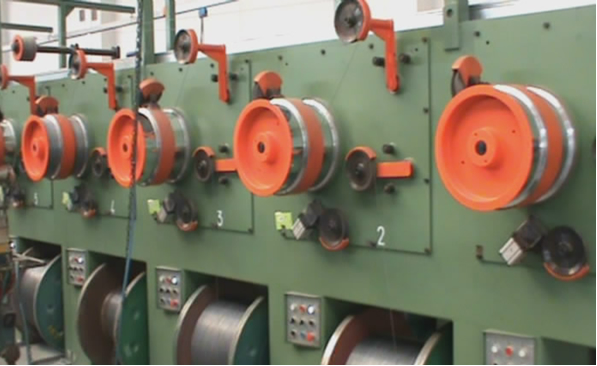
放线机参考图片
3、 冷却:水冷,主要是将索式体化槽出来的高温钢丝冷却至60-70℃,以便于后续的电解酸洗。
4、电解酸洗:电解硫酸洗,主要清洗钢丝表面的氧化物。
5、清洗:酸后清洗为三段逆流式清洗,第二段用工业水,第三段用纯净水,对钢丝进行溢流清洗,每段之间设有空气反吹。
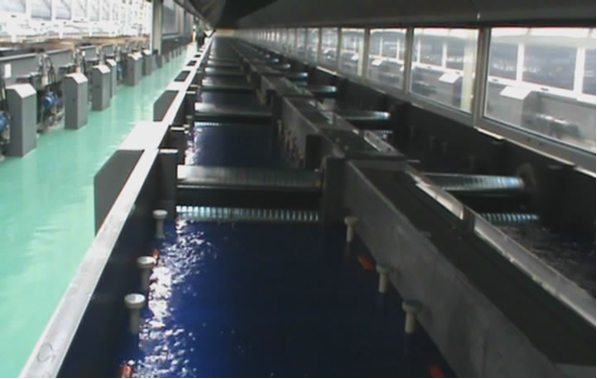
6、镀铜:属于碱性镀铜,分为26线和7+7线,每条线均有21个镀槽,控制方式为集丝集控和单丝单控, 7+7型为单丝单控,可以同时生产14种规格和工艺各不相同的钢丝,每条线的工艺参数如电流和速度等都可以单独控制。而26线为集丝集控,其中26线采用铜粒做为消耗补充,7+7线采用铜板作为消耗补充。

电镀线参考图片(平台侧)
7、镀铜后清洗:采用四段逆流式清洗,清洗用水为纯净水,并在第一段和第四段设有空气反吹防止带出渡液和清洗水。
8、 镀锌:四个镀槽,同样分为26线和7+7线,控制方式和镀铜类似,用锌球作为消耗补充。
电镀线镀槽参考图片
9、清洗:镀锌后清洗为三段逆流式清洗,第一和第三段设有空气反吹。
10、热水洗:工作温度90 ± 5 °C,主要是为了确保镀锌后钢丝表面无残留物,同时提高干燥效果。
11、烘干:电加热管式干燥,温度约120°C,确保钢丝进入热扩散前表面干燥,无残留水分。
上一篇:美国钢铁产品牌号表示方法(二)[ 11-22 ]下一篇:切割丝基础知识(六)[ 12-01 ]